
一家一级汽车供应商在改用我们定制的内冷硬质合金钻头之前,曲轴油孔钻削每次重磨仅加工 800 个孔。结果:1,720 个孔 — 刀具寿命提高了 115%,工艺稳定性更好,且主轴速度或进给率没有变化。
曲轴油孔钻削是汽车动力总成加工中要求最高的工序之一。孔又长又窄(通常在10×D以上),工件材料是坚硬而坚韧的锻钢或球墨铸铁,生产过程中钻头损坏的后果是价值数百美元的报废曲轴。当一家一级汽车供应商联系我们时,他们现有的钻头在需要重新研磨之前已经钻了 800 个孔,并且在持续达到该数字之前就出现了不可预测的断裂。
挑战:硬锻钢中的深油孔
曲轴通常由锻造高强度钢(例如 42CrMoS4)或球墨铸铁(GGG70)制成。这两种材料都兼具高硬度和显着的韧性——对于深孔钻削来说这是最糟糕的组合。当钻头进入超过 5×D 时,排屑成为主要的失效模式:切屑堆积在凹槽中,摩擦增加,热量集中在尖端,钻头要么断裂,要么迅速失去切削刃完整性。
客户现有的工艺使用了竞争对手的整体硬质合金内冷钻头,转速为 S2800 RPM (Vc 70 m/min)、F616 mm/min 进给量 (Fn 0.22 mm/r)。从纸面上看,这些参数是合理的。实际上,刀具寿命不稳定——有时是 800 个孔,有时是过早断裂。这种不一致是根本问题:在批量生产中,不可预测的刀具寿命与刀具寿命短一样代价高昂。
我们的解决方案:具有优化几何形状的定制冷却贯穿钻头
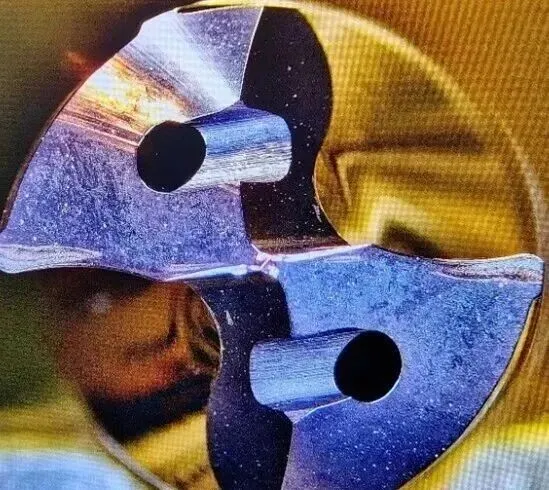
我们专门为这种曲轴油孔应用设计了定制的整体硬质合金内冷麻花钻,保持客户现有的主轴参数不变(无需重新进行工艺鉴定)。该设计侧重于竞争对手工具不足的四个领域。
- 更宽的容屑槽和优化的排屑槽几何形状——深孔钻削中堆积失败的主要原因是切屑量不足;我们重新设计的容屑槽横截面在相同芯直径的情况下将容屑槽面积增加了约 18%。
- 抛光凹槽表面——镜面抛光凹槽磨削可减少切屑与凹槽的摩擦,降低切削温度,并允许切屑更自由地排出,而无需焊接到刀具表面。
- 平衡刚性和切屑流动的专业型芯设计——型芯锥度经过精心设计,可在尖端附近(发生偏转故障的地方)提供最大刚度,同时朝柄部逐渐变细以保持切屑流量。
- 圆弧型后刀面 + 特殊横刃 + 弧形切削刃 — 与传统几何形状相比,入口处的推力最多可降低 25%,这对于轴向载荷导致深孔工件偏转的曲轴应用至关重要。
- 精磨余量——减少钻头余量与孔壁之间的接触面积,减少摩擦产生的热量,并防止冷焊导致球墨铸铁中切屑紧密堆积。
过程数据与结果比较
比较是在客户现有的 CNC 加工中心上进行的,使用相同的主轴转速 (S2800)、切削速度 (Vc 70 m/min)、进给速率 (F616 mm/min) 和每转进给量 (Fn 0.22 mm/r)。两项试验均使用 MQL(最小量润滑)。唯一改变的是钻头。
- 竞争对手钻头:每次重磨 800 个孔(不稳定,容易早期断裂)
- 整体硬质合金直接钻:每次重磨 1,720 个孔(稳定、一致)
- 总切削距离改进:每次重磨 63m → 136m
- 破损事件:在整个生产试验过程中消除
- 所需流程变更:无 — 相同的 RPM、进给和 MQL 设置
为什么 Coolant-Thru MQL 是该应用的正确策略
溢流冷却液对于深孔钻削来说直观上很有吸引力——更多的冷却液意味着更多的冷却,对吗?实际上,对于韧性钢或球墨铸铁中大于 8×D 的孔,溢流冷却液通常会适得其反。在深度处,冷却液柱无法有效清除切屑;切屑在孔中重新循环,增加磨损,有时还会焊接到切削刃上。内部冷却液(通过钻体)与 MQL 相结合,将润滑剂和压缩空气直接输送到切削区域,利用气动力将切屑向上排出孔外,而不是仅仅依靠凹槽几何形状。
与淹没系统相比,MQL 还减少了 95% 以上的切削液用量,从而降低了运营成本,减少了冷却剂处理费用,并支持清洁生产目标,这些目标对于在 ISO 14001 和绿色制造框架下运营的一级汽车供应商来说越来越强制。
采购推荐
如果您的工厂正在运行曲轴、凸轮轴或连杆油孔作业,或者任何锻钢或球墨铸铁 8×D 以上的深孔钻削应用,我们建议您在接受当前刀具寿命作为基准之前,先评估几何形状优化的定制冷却剂直通钻头。在大多数情况下,有针对性的几何形状重新设计可以带来可衡量的改进,而不需要任何工艺重新鉴定。
相关产品 — 内冷硬质合金钻头
技术规格摘要
- 工件材质:锻造高强度钢/球墨铸铁(GGG70)
- 应用:曲轴油孔钻削——深度>10×D
- 主轴转速:S2800转/分
- 切削速度:Vc 70 m/min
- 进给速度:Vf 616 毫米/分钟
- 每转进给量:Fn 0.22 mm/r
- 冷却液:MQL(微量润滑)
- 之前的刀具寿命:800 个孔/63m(竞争对手,不稳定)
- 之后的刀具寿命:1,720 个孔/136m(整体硬质合金直接,稳定)
- 改进:刀具寿命增加 115%,试验中零破损事件
标签