
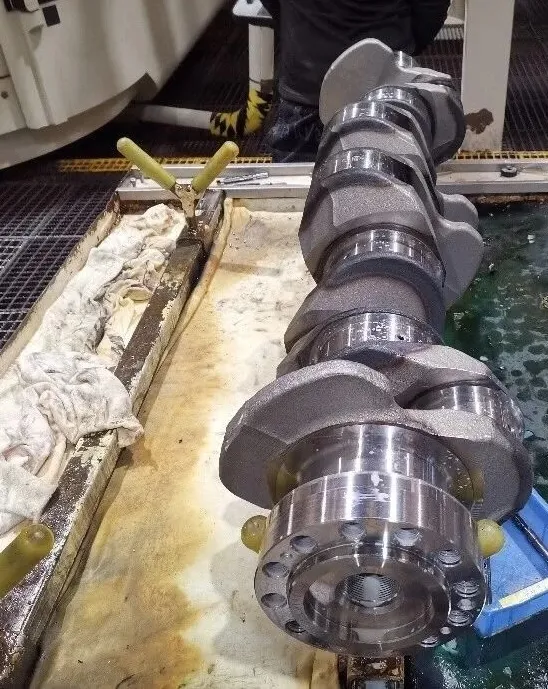
Tier 1 자동차 공급업체는 당사의 맞춤형 절삭유 통과 초경 드릴로 전환하기 전에 크랭크샤프트 오일 홀 드릴링에서 재연마당 홀 800개만 달성하고 있었습니다. 결과: 1,720개의 홀 — 스핀들 속도나 이송 속도에 변화가 없고 공정 안정성이 향상되어 공구 수명이 115% 향상되었습니다.
크랭크샤프트 오일 홀 드릴링은 자동차 파워트레인 가공에서 가장 까다로운 작업 중 하나입니다. 구멍은 길고 좁으며(일반적으로 10×D 이상), 가공물 재료는 단단하고 질긴 단조강 또는 연성철이며, 생산 중 드릴이 파손되어 수백 달러 상당의 폐기된 크랭크샤프트가 탄생합니다. Tier 1 자동차 공급업체가 우리에게 접근했을 때 기존 드릴은 재연삭이 필요하기 전에 800개의 구멍을 뚫고 있었으며 그 숫자에 지속적으로 도달하기 전에 예측할 수 없이 파손되었습니다.
과제: 단조강의 깊은 오일 홀
크랭크샤프트는 일반적으로 단조 고강도강(예: 42CrMoS4) 또는 연성주철(GGG70)로 제조됩니다. 두 재료 모두 높은 경도와 상당한 인성을 결합하고 있어 심공 드릴링에 있어서 최악의 조합입니다. 드릴이 5×D 이상으로 진입하면 칩 배출이 주요 실패 모드가 됩니다. 즉, 플루트에 칩이 쌓이고 마찰이 증가하며 팁에 열이 집중되고 드릴이 파손되거나 절삭날 무결성이 빠르게 손실됩니다.
고객의 기존 공정에서는 S2800 RPM(Vc 70m/min), F616mm/min 이송(Fn 0.22mm/r)에서 경쟁사의 솔리드 초경 절삭유 관통 드릴을 사용했습니다. 서류상으로는 매개변수가 합리적이었습니다. 실제로 공구 수명은 불규칙했습니다. 때로는 800개 구멍이 생기고 때로는 조기 파손이 발생하기도 했습니다. 불일치가 근본적인 문제였습니다. 대량 생산에서는 예측할 수 없는 공구 수명이 짧은 공구 수명만큼 비용이 많이 듭니다.
당사의 솔루션: 최적화된 형상을 갖춘 맞춤형 절삭유 관통 드릴
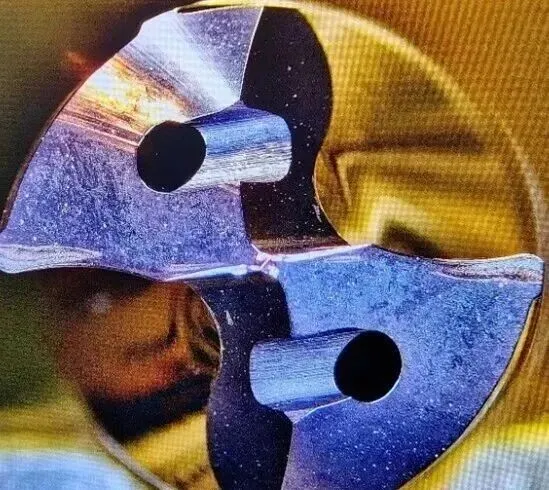
우리는 고객의 기존 스핀들 매개변수를 변경하지 않고 그대로 유지하면서 크랭크샤프트 오일 홀 작업을 위해 특별히 맞춤형 솔리드 초경 절삭유 통과 트위스트 드릴을 설계했습니다(공정 재인증 필요 없음). 디자인은 경쟁사 도구가 부족한 네 가지 영역에 중점을 두었습니다.
- 최적화된 플루트 형상으로 더 넓어진 칩 포켓 - 심공 드릴링에서 패킹 실패의 주요 원인은 칩 양이 부족하기 때문입니다. 재설계된 플루트 단면은 동일한 코어 직경에서 칩 포켓 영역을 약 18% 증가시킵니다.
- 폴리싱된 플루트 표면 - 경면 마감 플루트 연삭은 칩과 플루트의 마찰을 줄여 절삭 온도를 낮추고 칩이 공구 표면에 용접되지 않고 더 자유롭게 배출되도록 합니다.
- 강성과 칩 흐름의 균형을 유지하는 특수 코어 설계 - 코어 테이퍼는 팁(편향 실패가 발생하는 곳) 근처에서 최대 강성을 제공하는 동시에 칩 흐름량을 유지하기 위해 생크 쪽으로 점진적으로 얇아지도록 설계되었습니다.
- 아크형 플랭크 + 특수 치즐 엣지 + 곡선 커팅 엣지 - 기존 형상에 비해 진입 시 추력을 최대 25%까지 줄여줍니다. 이는 축 하중으로 인해 깊은 구멍에서 공작물 편향이 발생하는 크랭크샤프트 응용 분야에 매우 중요합니다.
- 미세 연삭 마진 - 드릴 마진과 구멍 벽 사이의 접촉 면적을 줄여 마찰로 인한 열 발생을 줄이고 연성철에서 칩 패킹이 촘촘하게 발생하는 냉간 용접을 방지합니다.
공정 데이터 및 결과 비교
비교는 동일한 스핀들 속도(S2800), 절삭 속도(Vc 70 m/min), 이송 속도(F616 mm/min) 및 회전당 이송(Fn 0.22 mm/r)을 사용하여 고객의 기존 CNC 머시닝 센터에서 실행되었습니다. 두 가지 시험 모두 MQL(최소량 윤활)을 사용했습니다. 변경된 유일한 변수는 드릴이었습니다.
- 경쟁사 드릴: 재연삭당 홀 800개(불안정하고 조기 파손되기 쉬움)
- 솔리드 초경 다이렉트 드릴: 재연삭당 홀 1,720개(안정적, 일관됨)
- 총 절단 거리 개선 : 재연삭당 63m → 136m
- 파손 사고: 전체 생산 시험에서 제거됨
- 프로세스 변경 필요: 없음 — 동일한 RPM, 피드 및 MQL 설정
Coolant-Thru MQL이 이 애플리케이션에 적합한 전략인 이유
심공 드릴링에는 대량 절삭유가 직관적으로 매력적입니다. 절삭유가 많을수록 냉각 성능도 향상됩니다. 그렇죠? 실제로 인성강이나 연성철에 있는 8×D 이상의 구멍의 경우, 대량 냉각수를 사용하면 역효과를 낳는 경우가 많습니다. 깊이에서는 절삭유 컬럼이 칩을 효과적으로 제거할 수 없습니다. 칩이 홀에서 재순환되어 마모가 증가하고 때로는 절삭날에 융착됩니다. MQL과 결합된 내부 절삭유(드릴 바디를 통해)는 플루트 형상에만 의존하지 않고 공압력을 사용하여 칩을 홀 밖으로 위쪽으로 배출함으로써 절삭 영역에 윤활유와 압축 공기를 직접 전달합니다.
또한 MQL은 플러드 시스템에 비해 필요한 절삭유 양을 95% 이상 줄여 운영 비용을 낮추고 절삭유 처리 간접비를 줄이며 ISO 14001 및 친환경 제조 프레임워크에 따라 운영되는 Tier 1 자동차 공급업체에 점점 더 의무화되는 청정 생산 목표를 지원합니다.
조달 추천
귀하의 시설에서 크랭크샤프트, 캠샤프트 또는 커넥팅 로드 오일 홀 작업을 실행하거나 단조강 또는 연성철에서 8×D 이상의 심공 드릴링 작업을 수행하는 경우 현재 공구 수명을 기준으로 삼기 전에 형상에 최적화된 맞춤형 절삭유 통과 드릴을 평가하는 것이 좋습니다. 대부분의 경우 대상 형상 재설계는 프로세스 재인증 없이 측정 가능한 개선을 제공합니다.
관련 제품 — 절삭유 관통형 초경 드릴
3×D ~ 25×D의 내부 절삭유 채널 드릴입니다. ø3~20mm. 113개 SKU. 이 크랭크샤프트 사례 연구에 사용된 것과 동일한 기술입니다.
12×D 깊이비 — 크랭크샤프트 오일 홀에 사용되는 시리즈입니다. 전체 절단 매개변수 가이드가 포함된 개별 SKU 페이지.
8×D는 주철이나 강철의 커넥팅 로드 오일 홀과 깊은 형상에 사용됩니다. 대용량 자동차 애플리케이션.
인서트 교체 시간이 중요한 대량 생산 라인에 적합합니다. 3D–10D, ø10–32mm. HCD 인서트 + 생크 시스템.
전체 드릴 제품군: 내부 절삭유, 솔리드 초경, 모듈러, 평면 드릴. 공장 직접, MOQ 1개.
기술 사양 요약
- 피삭재 재질 : 고강도 단조강/연성철(GGG70)
- 적용 분야: 크랭크샤프트 오일 홀 드릴링 — 깊이 > 10×D
- 스핀들 속도: S2800 RPM
- 절단 속도: Vc 70m/min
- 이송 속도: Vf 616mm/min
- 회전당 이송: Fn 0.22mm/r
- 절삭유: MQL(최소 윤활량)
- 공구수명 전 : 800홀 / 63m (경쟁사, 불안정)
- 이후 공구 수명: 1,720 홀 / 136m (솔리드 초경 다이렉트, 안정)
- 개선: 공구 수명 115% 증가, 시험 중 파손 사고 없음
태그