
Tier 1 自動車サプライヤーは、当社のカスタム 油穴付き超硬ドリルに切り替える前は、クランクシャフトのオイルホール穴あけ加工で再研磨あたり 800 個の穴しか達成できませんでした。結果: 1,720 個の穴 - プロセスの安定性が向上し、主軸速度や送り速度は変更されず、工具寿命が 115% 向上しました。
クランクシャフトのオイルホール穴あけは、自動車のパワートレイン加工において最も要求の厳しい作業の 1 つです。穴は長くて狭く (通常は 10×D 以上)、被削材の材質は硬くて丈夫な鍛造鋼またはダクタイル鋳鉄で、生産中にドリルが破損すると、数百ドル相当のクランクシャフトがスクラップになります。 Tier 1 自動車サプライヤーが当社にアプローチしたとき、その既存のドリルは再研磨が必要になるまでに 800 個の穴を達成していましたが、その数に安定的に達する前に予期せぬ破損が発生しました。
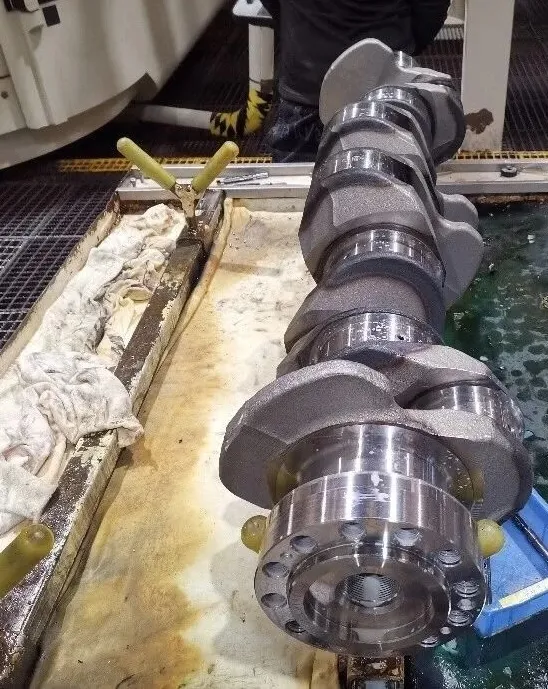
課題: 硬質鍛造鋼の深いオイルホール
クランクシャフトは通常、鍛造高強度鋼 (例: 42CrMoS4) またはダクタイル鋳鉄 (GGG70) から製造されます。どちらの材料も高硬度とかなりの靭性を兼ね備えており、深穴穴あけにとっては最悪の組み合わせです。ドリルが 5×D を超えると、切りくず排出が主な故障モードになります。切りくずが溝に詰まり、摩擦が増大し、熱が先端に集中して、ドリルが破損するか、急速に刃先の完全性を失います。
お客様の既存のプロセスでは、競合他社の超硬ソリッド クーラント スルー ドリルを S2800 RPM (Vc 70 m/min)、F616 mm/min 送り (Fn 0.22 mm/r) で使用していました。理論上、パラメータは妥当なものでした。実際には、工具寿命は不安定で、800 穴の場合もあれば、早期に破損する場合もありました。この不一致が根本的な問題でした。大量生産では、予測できない工具寿命は、短い工具寿命と同じくらいコストがかかります。
当社のソリューション: 最適化された形状を備えたカスタム クーラント スルー ドリル
当社は、このクランクシャフト オイルホール用途に特化したカスタム超硬ソリッド クーラント スルー ツイスト ドリルを設計し、お客様の既存のスピンドル パラメータを変更しません (プロセスの再認定は必要ありません)。この設計では、競合他社のツールが不足している 4 つの領域に焦点を当てました。
- 最適化されたフルート形状によるより広い切りくずポケット — 深穴ドリル加工におけるパッキン不良の主な原因は、切りくず量が不十分であることです。再設計されたフルート断面により、同じコア直径で切りくずポケット面積が約 18% 増加します。
- 研磨されたフルート表面 — 鏡面仕上げのフルート研削により、チップ間の摩擦が低減され、切削温度が低下し、工具表面に溶着することなく切りくずがより自由に排出されます。
- 剛性と切りくずの流れのバランスをとった特殊なコア設計 — コアのテーパーは、切りくずの流れ量を維持するためにシャンクに向かって徐々に薄くなる一方で、先端付近(たわみ故障が発生する場所)で最大の剛性を提供するように設計されています。
- 円弧型逃げ面 + 特殊チゼルエッジ + 湾曲切れ刃 — 従来の形状と比較して、入口時のスラスト力を最大 25% 低減します。これは、深い穴でアキシアル荷重によってワークのたわみが生じるクランクシャフト用途にとって重要です。
- 微細研削マージン — ドリルマージンと穴壁の間の接触面積を減らし、摩擦による発熱をカットし、ダクタイル鋳鉄のきつい切りくず詰まりの原因となる冷間圧接を防ぎます。
プロセスデータと結果の比較
この比較は、同一の主軸速度 (S2800)、切削速度 (Vc 70 m/min)、送り速度 (F616 mm/min)、および 1 回転あたりの送り (Fn 0.22 mm/r) を使用して、顧客の既存の CNC マシニング センターで実行されました。両方の試験では MQL (最小量潤滑) が使用されました。変更された唯一の変数はドリルです。
- 他社ドリル: 再研磨あたり 800 穴 (不安定で早期破損しやすい)
- 超硬ソリッド ダイレクト ドリル: 再研磨あたり 1,720 穴 (安定、一貫性)
- 総切削距離の向上: 再研磨あたり 63m → 136m
- 破損インシデント: 実稼働トライアル全体で排除されました
- 必要なプロセス変更: なし - 同じ RPM、フィード、および MQL セットアップ
Coolant-Thru MQL がこのアプリケーションにとって適切な戦略である理由
フラッドクーラントは深穴掘削にとって直感的に魅力的です。クーラントが多ければ冷却効果も高まりますよね?実際には、靭性鋼やダクタイル鋳鉄の 8×D を超える穴の場合、フラッドクーラントは多くの場合逆効果になります。深度では、クーラントカラムは切りくずを効果的に除去できません。切りくずは穴内で再循環し、摩耗が増加し、場合によっては刃先に溶着します。 MQL と組み合わせた内部クーラント (ドリル本体を介して) により、潤滑剤と圧縮空気が切削ゾーンに直接供給され、溝の形状のみに依存するのではなく、空気圧を利用して切りくずを穴から上方へ排出します。
また、MQL は、フラッド システムと比較して必要な切削液の量を 95% 以上削減し、運用コストを削減し、クーラント廃棄のオーバーヘッドを削減し、ISO 14001 およびグリーン製造フレームワークに基づいて運営されているティア 1 自動車サプライヤーにとってますます必須となっているクリーンな生産目標をサポートします。
調達の推奨
貴施設がクランクシャフト、カムシャフト、またはコンロッドのオイルホール加工を実行している場合、または鍛造鋼またはダクタイル鋳鉄の 8×D を超える深穴穴あけアプリケーションを実行している場合は、現在の工具寿命をベースラインとして受け入れる前に、形状が最適化されたカスタム 油穴付き ドリルを評価することをお勧めします。ほとんどの場合、ターゲットを絞った形状の再設計により、プロセスの再認定を必要とせずに目に見える改善がもたらされます。
関連製品 — 油穴付き超硬ドリル
内部クーラントチャネルドリルは 3×D ~ 25×D です。 Φ3~20mm。 113 SKU。このクランクシャフトのケーススタディでも同じテクノロジーが使用されています。
深さ比12×D クランクシャフトのオイルホールに使用されるシリーズ。完全な切断パラメータ ガイドを含む個別の SKU ページ。
鋳鉄または鋼のコンロッドオイルホールおよび深いフィーチャ用の 8×D。大量生産の自動車アプリケーション。
インサート交換時間が重要な大量生産ライン向け。 3D~10D、ø10~32mm。 HCDインサート+シャンクシステム。
ドリルの全製品範囲: 油穴付き、超硬ソリッド、モジュラー、フラットドリル。中国中国工場直販、MOQ 1 個。
技術仕様の概要
- 被削材:高張力鋼鍛造/ダクタイル鋳鉄(GGG70)
- 用途: クランクシャフトのオイルホール穴あけ - 深さ > 10×D
- スピンドル速度: S2800 RPM
- 切断速度:Vc 70m/min
- 送り速度:Vf 616 mm/min
- 1回転あたりの送り:Fn 0.22 mm/r
- クーラント:MQL(微量給油)
- 以前の工具寿命: 800 穴 / 63m (他社品、不安定)
- 後の工具寿命: 1,720 穴 / 136m (超硬ソリッドダイレクト、安定)
- 改善: +115% 工具寿命、試用中の破損事故はゼロ
タグ