Cách chúng tôi tăng gấp đôi tuổi thọ dụng cụ khi khoan lỗ dầu trục khuỷu ô tô - Một nghiên cứu điển hình trong sản xuất thực tế

Một nhà cung cấp ô tô cấp 1 chỉ đạt được 800 lỗ mỗi lần mài lại khi khoan lỗ dầu trục khuỷu trước khi chuyển sang máy khoan cacbua làm mát thông qua chất làm mát tùy chỉnh của chúng tôi. Kết quả: 1.720 lỗ — cải thiện 115% tuổi thọ dụng cụ với độ ổn định quy trình tốt hơn và không thay đổi tốc độ trục chính hoặc tốc độ tiến dao.
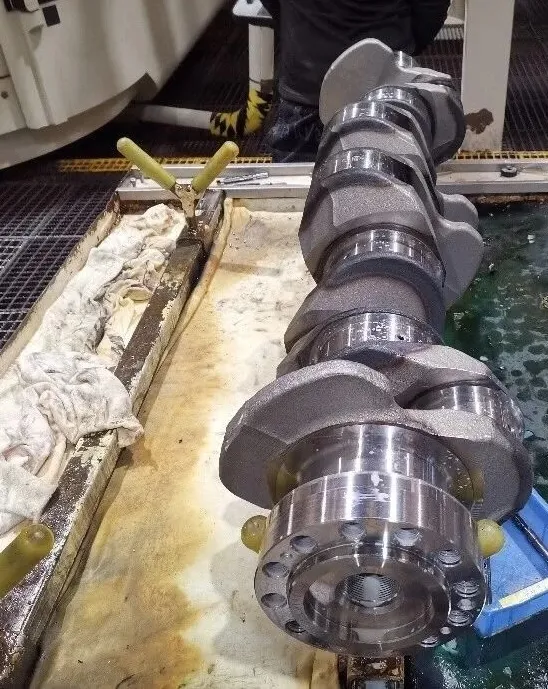
Khoan lỗ dầu trục khuỷu là một trong những hoạt động đòi hỏi khắt khe nhất trong gia công hệ thống truyền động ô tô. Các lỗ dài và hẹp (thường trên 10 × D), vật liệu phôi là thép rèn hoặc sắt dẻo cứng và dai, và hậu quả của một mũi khoan bị hỏng trong quá trình sản xuất là một trục khuỷu bị loại bỏ trị giá hàng trăm đô la. Khi một nhà cung cấp ô tô cấp 1 tiếp cận chúng tôi, máy khoan hiện tại của họ đã đạt được 800 lỗ trước khi yêu cầu mài lại — và bị hỏng một cách khó lường trước khi đạt được con số đó một cách nhất quán.
Thử thách: Lỗ dầu sâu trong thép rèn cứng
Trục khuỷu thường được sản xuất từ thép cường độ cao rèn (ví dụ 42CrMoS4) hoặc gang dẻo (GGG70). Cả hai vật liệu đều kết hợp độ cứng cao với độ dẻo dai đáng kể — sự kết hợp tồi tệ nhất để khoan lỗ sâu. Khi mũi khoan vượt quá 5×D, sự thoát phoi trở thành kiểu lỗi chủ yếu: phoi đóng gói trong các rãnh, ma sát tăng, nhiệt tập trung ở đầu và mũi khoan bị gãy hoặc nhanh chóng mất đi tính nguyên vẹn của lưỡi cắt.
Quy trình hiện tại của khách hàng đã sử dụng máy khoan xuyên qua chất làm mát bằng cacbua rắn của đối thủ cạnh tranh ở tốc độ S2800 RPM (Vc 70 m/phút), bước tiến F616 mm/phút (Fn 0,22 mm/r). Trên giấy tờ, các thông số đều hợp lý. Trong thực tế, tuổi thọ của dụng cụ rất thất thường - đôi khi là 800 lỗ, đôi khi bị gãy sớm. Sự không nhất quán là vấn đề cốt lõi: trong sản xuất hàng loạt, tuổi thọ dụng cụ không thể đoán trước cũng tốn kém như tuổi thọ dụng cụ ngắn.
Giải pháp của chúng tôi: Máy khoan xuyên qua chất làm mát tùy chỉnh với hình học được tối ưu hóa
Chúng tôi đã thiết kế một mũi khoan xoắn làm mát bằng cacbit nguyên khối tùy chỉnh dành riêng cho ứng dụng lỗ dầu trục khuỷu này, giữ cho các thông số trục chính hiện tại của khách hàng không thay đổi (không cần phải xác nhận lại quy trình). Thiết kế này tập trung vào bốn lĩnh vực mà công cụ của đối thủ cạnh tranh còn thiếu sót.
- Túi phoi rộng hơn với hình dạng me được tối ưu hóa — nguyên nhân chính dẫn đến lỗi đóng gói khi khoan lỗ sâu là do thể tích phoi không đủ; mặt cắt rãnh được thiết kế lại của chúng tôi tăng diện tích túi phoi lên khoảng 18% ở cùng đường kính lõi.
- Bề mặt me được đánh bóng - mài me tráng gương giúp giảm ma sát giữa phoi và me, giảm nhiệt độ cắt và cho phép phoi thoát ra dễ dàng hơn mà không cần hàn vào bề mặt dụng cụ.
- Thiết kế lõi chuyên dụng giúp cân bằng độ cứng và dòng phoi — độ côn của lõi được thiết kế để mang lại độ cứng tối đa ở gần đầu (nơi xảy ra hiện tượng lệch độ lệch) trong khi mỏng dần về phía cán để duy trì lưu lượng phoi.
- Mặt sườn kiểu vòng cung + cạnh đục đặc biệt + lưỡi cắt cong — giảm lực đẩy khi vào tới 25% so với hình học thông thường, rất quan trọng đối với các ứng dụng trục khuỷu nơi tải trọng dọc trục gây ra độ lệch phôi trong các lỗ sâu.
- Biên độ mài mịn - giảm diện tích tiếp xúc giữa biên độ khoan và thành lỗ, cắt giảm sinh nhiệt do ma sát và ngăn ngừa hàn nguội gây ra hiện tượng đóng phoi chặt trong sắt dẻo.
So sánh dữ liệu và kết quả xử lý
Quá trình so sánh được thực hiện trên trung tâm gia công CNC hiện có của khách hàng, sử dụng tốc độ trục chính giống hệt nhau (S2800), tốc độ cắt (Vc 70 m/phút), tốc độ tiến dao (F616 mm/phút) và tiến dao trên mỗi vòng quay (Fn 0,22 mm/r). MQL (bôi trơn số lượng tối thiểu) đã được sử dụng cho cả hai thử nghiệm. Biến duy nhất thay đổi là máy khoan.
- Máy khoan của đối thủ cạnh tranh: 800 lỗ mỗi lần mài lại (không ổn định, dễ bị gãy sớm)
- Mũi khoan trực tiếp cacbua rắn: 1.720 lỗ mỗi lần mài lại (ổn định, nhất quán)
- Tổng khoảng cách cắt được cải thiện: 63m → 136m mỗi lần mài lại
- Sự cố vỡ: được loại bỏ trong quá trình thử nghiệm sản xuất đầy đủ
- Yêu cầu thay đổi quy trình: không có - cùng thiết lập RPM, nguồn cấp dữ liệu và MQL
Tại sao Coolant-Thru MQL là chiến lược phù hợp cho ứng dụng này
Chất làm mát bằng lũ rất hấp dẫn đối với việc khoan lỗ sâu - càng nhiều chất làm mát có nghĩa là làm mát nhiều hơn, phải không? Trong thực tế, đối với các lỗ trên 8×D bằng thép cứng hoặc sắt dẻo, chất làm mát bằng lũ thường phản tác dụng. Ở độ sâu, cột làm mát không thể loại bỏ phoi hiệu quả; phoi quay trở lại trong lỗ, làm tăng độ mài mòn và đôi khi hàn vào mép cắt. Chất làm mát bên trong (thông qua thân máy khoan) kết hợp với MQL cung cấp chất bôi trơn và khí nén trực tiếp đến vùng cắt, sử dụng lực khí nén để đẩy phoi lên trên và ra khỏi lỗ thay vì chỉ dựa vào hình dạng me.
MQL cũng giảm hơn 95% lượng chất lỏng cắt cần thiết so với hệ thống phun lũ, giảm chi phí vận hành, giảm chi phí xử lý chất làm mát và hỗ trợ các mục tiêu sản xuất sạch hơn ngày càng trở nên bắt buộc đối với các nhà cung cấp ô tô cấp 1 hoạt động theo tiêu chuẩn ISO 14001 và khuôn khổ sản xuất xanh.
Khuyến nghị mua sắm
Nếu cơ sở của bạn đang vận hành trục khuỷu, trục cam hoặc lỗ dầu thanh kết nối — hoặc bất kỳ ứng dụng khoan lỗ sâu nào trên 8×D bằng thép rèn hoặc sắt dẻo — chúng tôi khuyên bạn nên đánh giá máy khoan làm mát thông qua tùy chỉnh được tối ưu hóa hình học trước khi chấp nhận tuổi thọ dụng cụ hiện tại của bạn làm đường cơ sở. Trong hầu hết các trường hợp, việc thiết kế lại hình học có mục tiêu mang lại những cải tiến có thể đo lường được mà không yêu cầu bất kỳ quá trình xác nhận lại quy trình nào.
Những sản phẩm liên quan — Máy khoan cacbua làm mát qua nước làm mát
Khoan kênh làm mát bên trong từ 3×D đến 25×D. ø3–20mm. 113 SKU. Công nghệ tương tự được sử dụng trong nghiên cứu điển hình về trục khuỷu này.
Tỷ lệ độ sâu 12×D - dãy được sử dụng cho các lỗ dầu trục khuỷu. Các trang SKU riêng lẻ có hướng dẫn tham số cắt đầy đủ.
8×D để kết nối các lỗ dầu thanh và các chi tiết sâu bằng gang hoặc thép. Ứng dụng ô tô khối lượng lớn.
Đối với các dây chuyền sản xuất khối lượng lớn trong đó thời gian chuyển đổi hạt dao là rất quan trọng. 3D–10D, ø10–32mm. Hệ thống chuôi + hạt dao HCD.
Phạm vi khoan đầy đủ: mũi khoan làm mát thông qua, cacbua rắn, mô-đun, mũi khoan phẳng. Nhà máy trực tiếp, MOQ 1 cái.
Tóm tắt thông số kỹ thuật
- Vật liệu phôi: Thép cường độ cao / sắt dẻo (GGG70)
- Ứng dụng: Khoan lỗ dầu trục khuỷu — độ sâu > 10×D
- Tốc độ trục chính: S2800 vòng/phút
- Tốc độ cắt: Vc 70 m/phút
- Tốc độ tiến dao: Vf 616 mm/phút
- Bước tiến trên mỗi vòng quay: Fn 0,22 mm/r
- Chất làm mát: MQL (bôi trơn số lượng tối thiểu)
- Tuổi thọ dụng cụ trước đây: 800 lỗ/63m (đối thủ cạnh tranh, không ổn định)
- Tuổi thọ dụng cụ sau: 1.720 lỗ/136m (Solid Carbide Direct, ổn định)
- Cải thiện: Tăng 115% tuổi thọ dụng cụ, không xảy ra sự cố vỡ trong thử nghiệm
Thẻ