沃尔特·埃瓦格股份公司
Walter数控磨床
适用于复杂硬质合金刀具几何形状的高精度磨削站。
适用于复杂硬质合金刀具几何形状的高精度磨削站。
先进的多轴磨削可实现可重复的大批量输出。
每批次的工具测量和检验均达到微米级精度。
欧瑞康Balzers提供瑞士标准 PVD 涂层,适用于要求苛刻的应用。


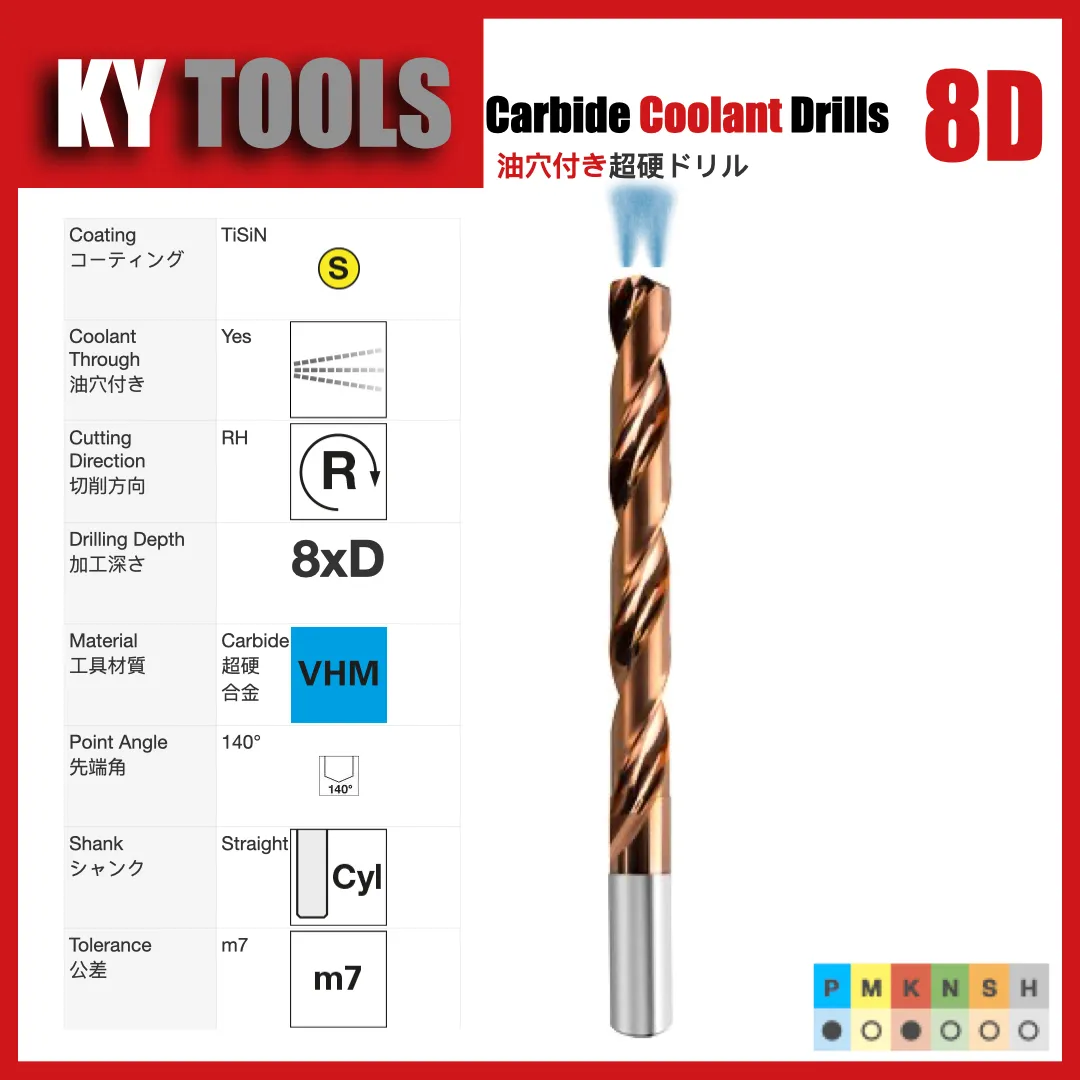


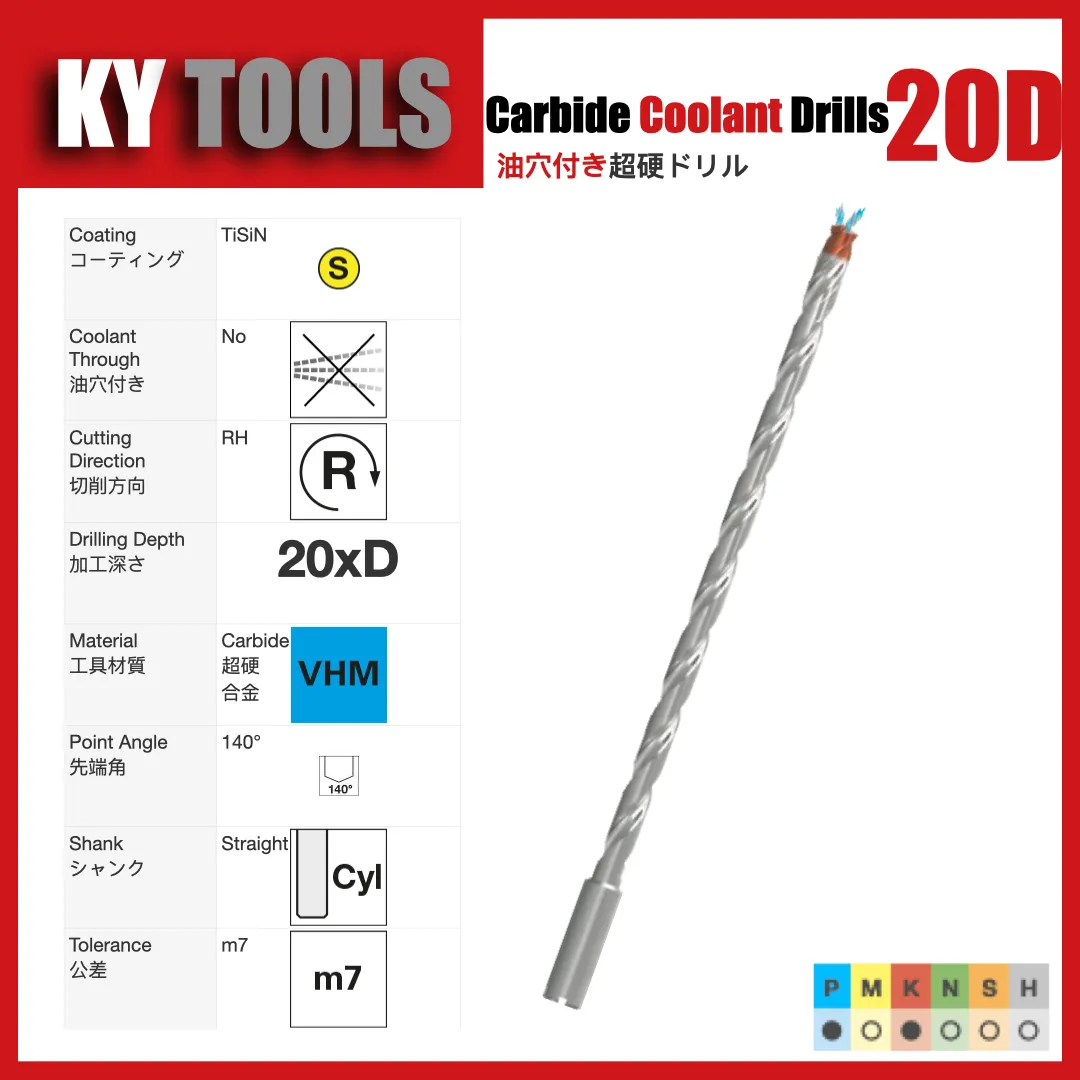
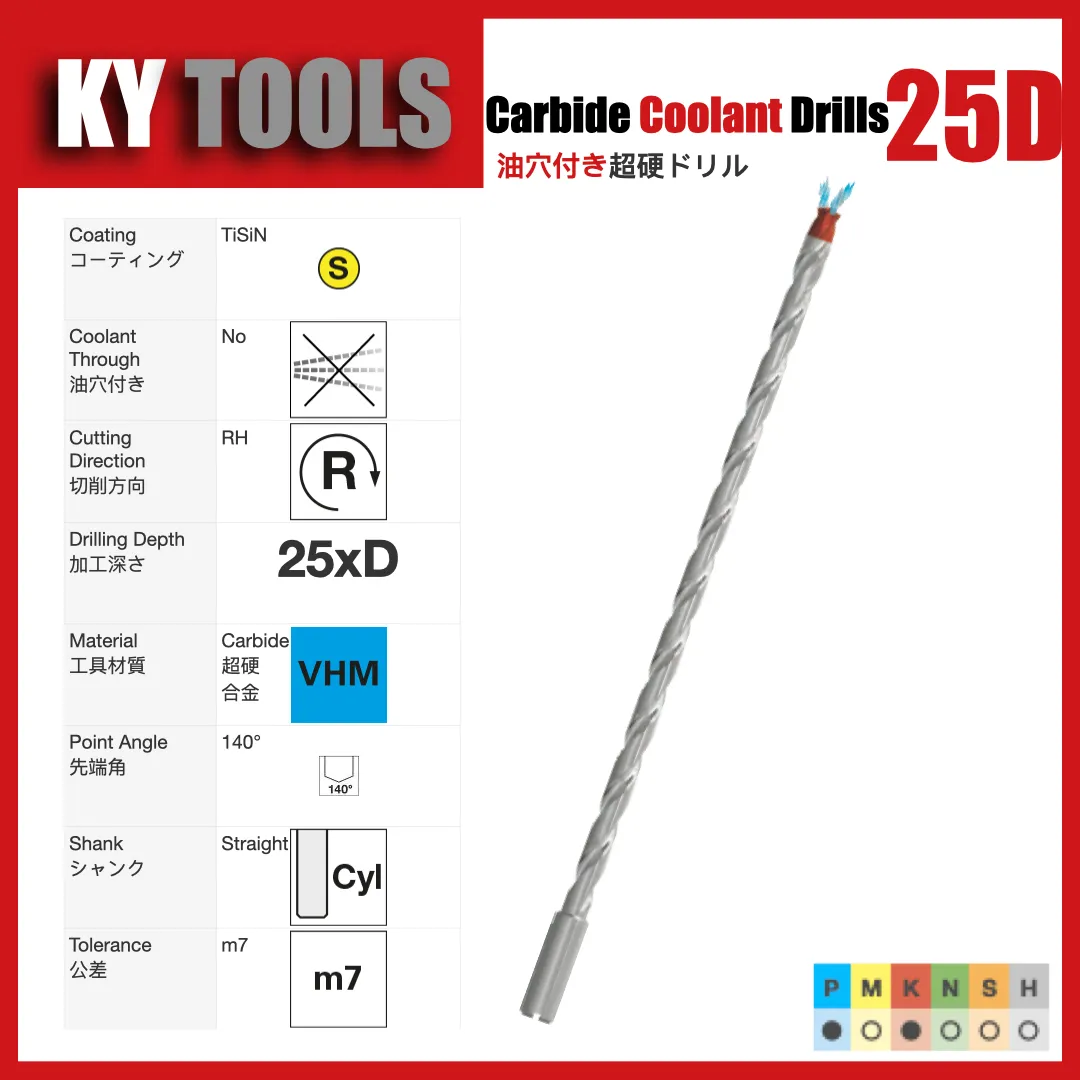
内冷通道直达切削刃,稳定排屑并控制热量
中国制造整体硬质合金内冷钻,采用成熟德系几何设计,内部冷却通道适合深孔加工和难加工材料。覆盖 3D 至 25D 深径比,直径范围 ø3–20 mm。
| 深径比 | 3D · 5D · 8D · 12D · 15D · 20D · 25D |
| 直径范围 | 3–20 mm |
| 孔径公差 | −0.010 至 −0.000 mm |
| 硬质合金硬度 | HRA 92.5+ |
| 钻尖角度 | 140° / 可定制 |
| 涂层 | TiSiN / BALINIT PERTURA |


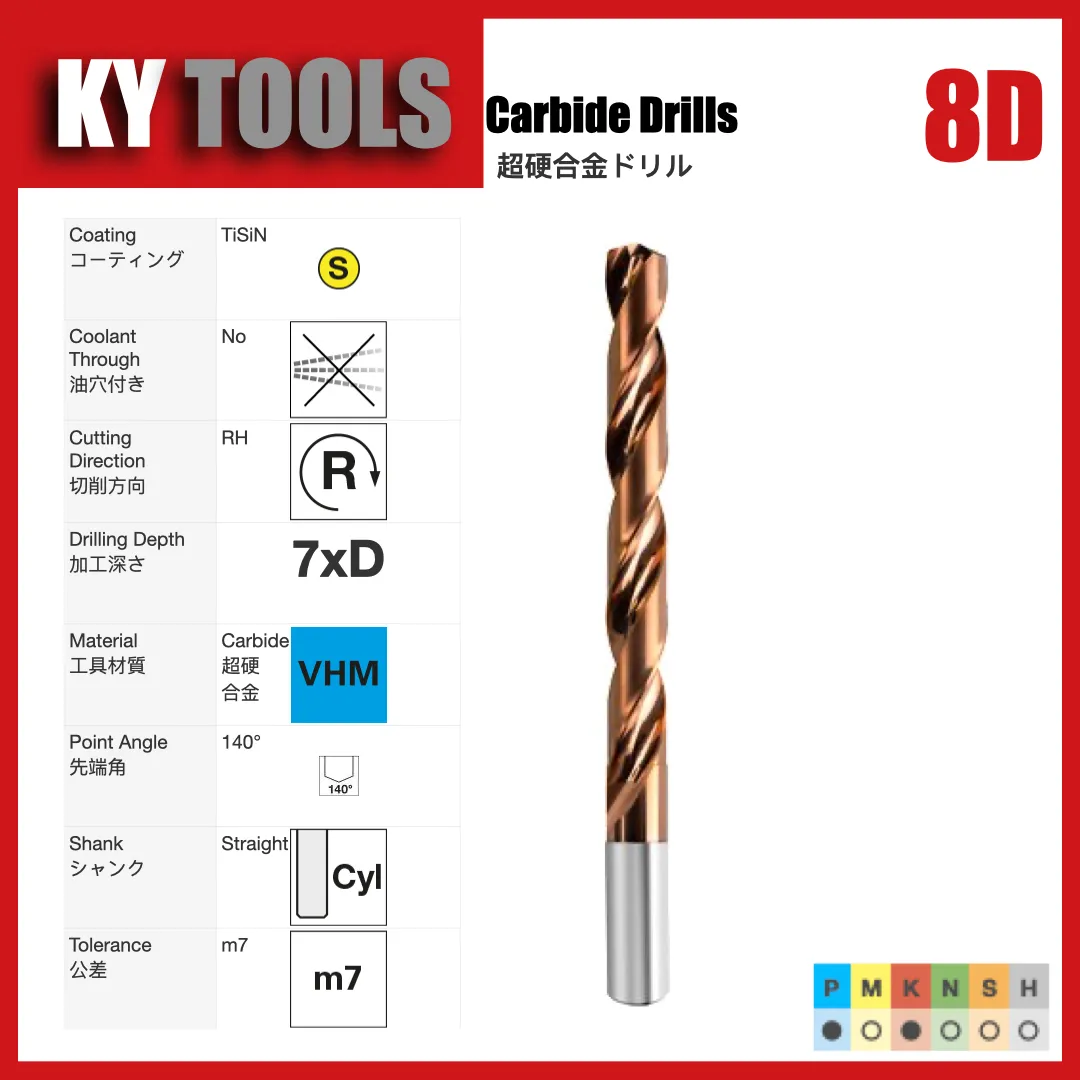
高刚性、高精度,获得稳定孔质量
高性价比整体硬质合金钻,可作为 Sandvik / Gühring / Walter 同类钻头的替代方案。提供多种钻尖几何、涂层和非涂层选项,适合通用精密加工。
| 深径比 | 3D · 5D · 8D |
| 直径范围 | 0.5–25 mm |
| 孔径公差 | −0.010 至 −0.000 mm |
| 硬质合金硬度 | HRA 92.5+ |
| 钻尖角度 | 140° / 可定制 |
| 涂层 | TiSiN / BALINIT |








可更换刀片结构,快速换型并降低刀具成本
适合批量生产的可换头模块化钻系统。覆盖多个直径范围,换型快捷,可减少停机时间和刀具库存成本。
| 系统类型 | 可更换钻尖 |
| 深径比 | 3D · 5D |
| 直径范围 | 12–50 mm |
| 柄部类型 | 圆柱柄 / HSK |
| 跳动 | < 0.005 mm |
| 钻尖材料 | 整体硬质合金 |
一支刀具完成多个直径台阶
硬质合金阶梯钻可在一次走刀中完成多道孔加工,减少换刀次数并缩短多直径孔特征的加工节拍。
| 台阶数 | 每支 2–4 个台阶 |
| 直径范围 | 3–30 mm |
| 公差 | H7 / H8 |
| 涂层 | TiAlN / TiSiN |
| 钻尖角 | 118° / 140° |
| 材料 | 整体硬质合金 |
0° 螺旋角,孔位更稳定
0° 螺旋直槽硬质合金钻,适合脆性材料或易崩出口工况。切削力更低,可减少钻头跑偏。
| 螺旋角 | 0°(直槽) |
| 直径范围 | 1–20 mm |
| 钻尖角 | 118° / 130° |
| 涂层 | TiN / TiAlN |
| 柄部 | 圆柱柄 |
| 材料 | 整体硬质合金 |
平底钻尖结构,获得平整孔底
平底硬质合金钻适用于平底孔、倒角、去毛刺和沉孔等工序,可在一次加工中完成稳定平整的孔底表面。
| 钻尖几何 | 平底(180°) |
| 直径范围 | 3–25 mm |
| 公差 | H7 |
| 涂层 | TiAlN / 非涂层 |
| 柄部 | 圆柱柄 |
| 应用 | 平底孔 |
材料兼容性
ISO 材料组适用于每个钻头产品线。
| 产品展示 | P | M | K | N | S | H |
|---|---|---|---|---|---|---|
| 内冷钻 | ||||||
| 整体硬质合金钻 | ||||||
| 模块化钻 | ||||||
| 阶梯钻 | ||||||
| 直槽钻 | ||||||
| 平底钻 |

案例研究
在锻钢曲轴上进行深油孔钻削 (10xD+) — 切屑堵塞和不稳定的出口质量导致每次更换刀具损失 800 个孔。