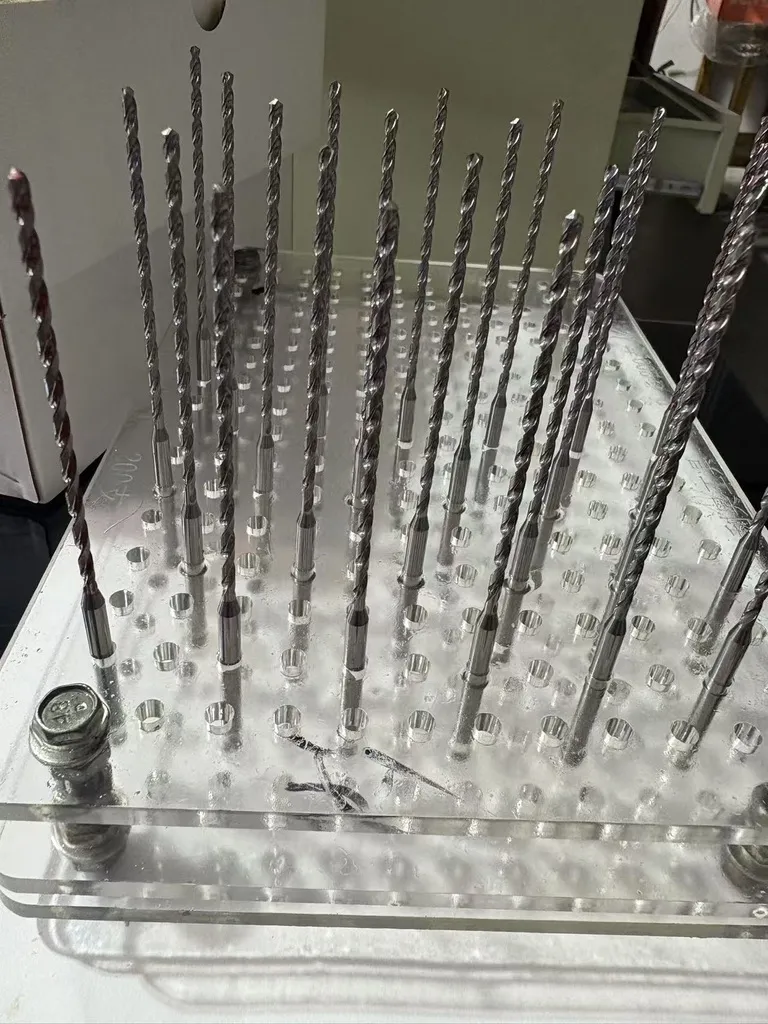
この画像は、顧客がめったに目にすることのない段階、つまり精密研削後、PVD またはその他のコーティングが適用される前の超硬ソリッド 油穴付き ドリルを示しています。現時点では、形状は裸です。クーラントボアのテーパー、フルートの振れ、刃先の非対称性は検査員の目で確認でき、後で穴の品質の低下や工具の早期故障として判明します。
これらの工具は、小径と深穴加工に適した刃長という 2 つの困難な要件を同時に満たしています。長さと直径の比率は積極的です。超硬カラムは細いですが、中心に冷却剤通路を設け、長いらせん状の経路に沿って切りくずを除去し、顧客が現実的な速度と送りで走行したときに鞭打たないように十分な剛性を維持する必要があります。この組み合わせはまさに、一般の工場が研削装置や深穴装置の限界に達するところです。
製造は制御された順序に従って行われます。ブランクの準備、内部クーラントチャネルの正確な穴あけまたはガンドリル加工、マルチパスのフルートおよびポイント研磨、全長の寸法チェックです。深い穴があると累積誤差が生じるため、真直度と振れは、先端付近だけでなく機能長全体にわたって管理されます。微小直径の長距離油穴付きボディでこれらの公差を繰り返し保持できるのは、限られた階層の工場だけです。
コーティングは、基材の形状が判明した後にのみ適用されます。医療、計装、金型、エネルギー、その他の精密分野など、スルーツールクーラントを使用したマイクロ直径の深穴が必要な用途の場合は、直径、溝の長さまたは深さの要件、材質、およびクーラント圧力を送信してください。カタログ番号だけでなく、当社のワークショップのプロセス能力をお客様のプリントに合わせて調整します。
カスタム工具
次のカスタム工具について相談する
図面、材料、目標サイクルタイムをお送りください。通常1営業日以内に、実現性のフィードバックと次のステップをご案内します。