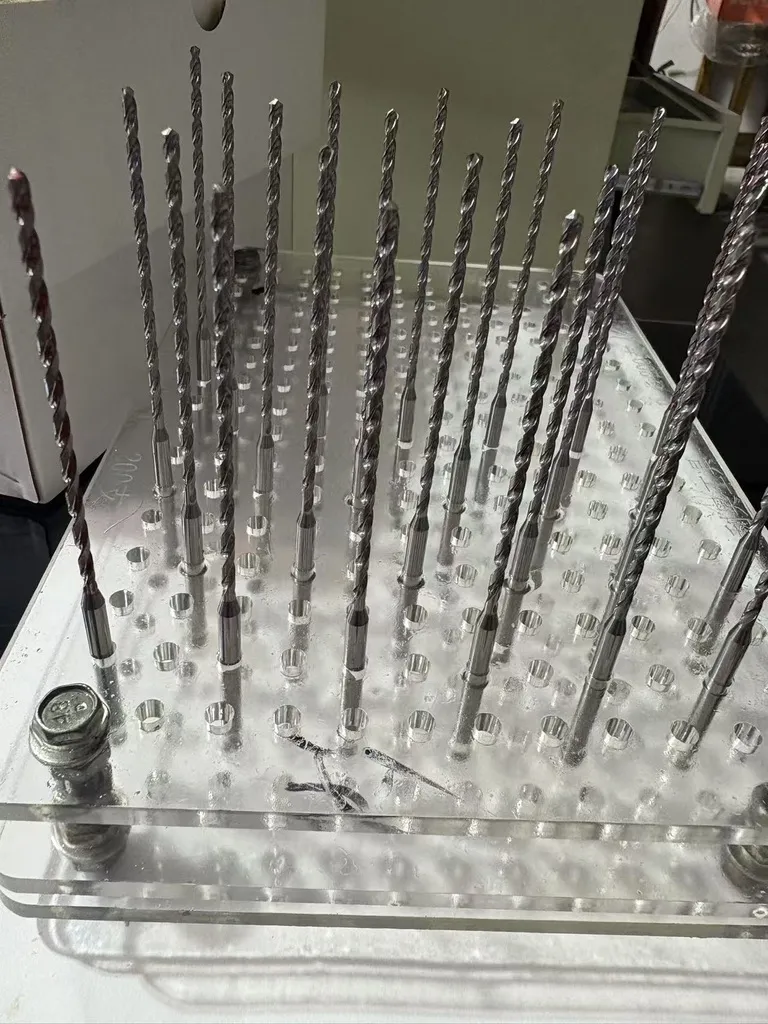
该图显示了客户很少看到的整体硬质合金内冷钻头:精密磨削之后、PVD 或其他涂层应用之前。此时,几何形状是裸露的 - 我们的检查员可以看到冷却液孔中的任何锥度、任何凹槽跳动或切削刃中的任何不对称性,并且稍后将显示为孔质量差或早期刀具故障。
这些刀具同时结合了两个困难的要求:小直径和适合深孔钻削的凹槽长度。长径比非常大:硬质合金柱很细长,但它必须带有居中的冷却剂通道,沿着长螺旋路径清除切屑,并保持足够的硬度,以便在客户以实际速度和进给运行时不会产生鞭打。这种组合正是普通车间的磨削和深孔设备达到极限的地方。
制造遵循受控顺序:毛坯准备、内部冷却通道的精确钻孔或枪钻、多道次凹槽和点磨削以及全长尺寸检查。直线度和跳动在整个功能长度上进行管理——而不仅仅是在点附近——因为深孔会惩罚累积误差。只有一小部分工厂能够在微直径、长距离冷却剂流通体上重复保持这些公差。
仅在确认基材几何形状后才进行涂层。如果您的应用需要带有贯穿刀具冷却液的微直径深孔(医疗、仪器仪表、模具、能源或其他精密行业),请发送直径、凹槽长度或深度要求、材料和冷却液压力。我们会将车间的工艺能力与您的印刷品相匹配,而不仅仅是目录号。
定制工具
讨论您的下一个自定义工具
发送图纸、材料和目标周期时间。我们的应用团队通常会在一个工作日内回复可行性反馈和后续步骤。