在生产钻孔中,孔质量很少“仅”与直径有关:跳动、喇叭口、出口毛刺和孔中颤振都可以追溯到钻头进入工件后刀具如何引导自身。双刃口几何形状在主切削刃后面增加了第二个稳定刃带,使钻头在切削时轨迹更准确,在啮合变化时抵抗侧偏,并消耗更少的能量来对抗自激振动——特别是在合金钢和不锈钢中,加工硬化可以抵抗切削。
与传统的单刃口钻头相比,双刃口轮廓增加了切削唇与孔壁接触的支撑长度:这提高了深孔的圆度和位置重复性,并且有助于保持一致的切屑厚度,因此从进入到突破,热量和切削刃负载保持更加均匀。对于对垂直度很重要的堆叠件、铸件或板材进行钻孔的生产线,这种稳定性通常表现为废品更少、铰孔或镗孔返工更少。
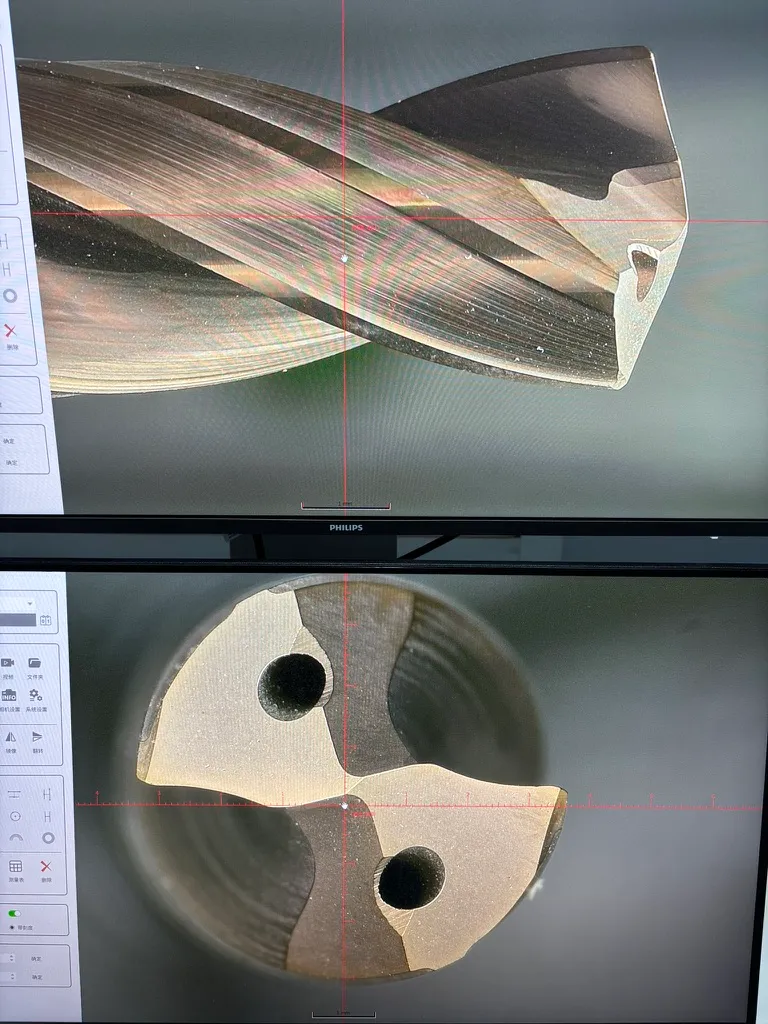
该案例采用我们的内冷整体硬质合金钻头,采用双刃口设计和 TiSiN 涂层。内部冷却液向切削区域提供压力,以进行切屑冲洗和温度控制——当切屑堆积在深孔中或啄式循环将主导循环时间时,这一点至关重要。 TiSiN 增加了适合许多钢和不锈钢应用的热硬度和抗氧化性,因此在重磨或更换刀具之间,边缘和刀尖保持有效的时间更长。
双余量 + 贯穿冷却液 + TiSiN 共同针对车间日常常见的相同故障模式:过热边缘、焊接切屑和游移孔。如果您的打印件在钻孔特征上指定了严格的 GD&T,发送直径、深度、材料、冷却剂压力和机器限制,我们可以匹配我们系列中的双刃口冷却剂贯穿钻头,或为您的主轴和刀柄设计定制几何形状。
定制工具
讨论您的下一个自定义工具
发送图纸、材料和目标周期时间。我们的应用团队通常会在一个工作日内回复可行性反馈和后续步骤。