T スロットとキーシートの操作は、密閉された溝で行われることが多く、そこでフラッドクーラントが切断の底に到達するのが困難です。シャンクからフォームエッジに向かって油穴付きボアを追加すると、切りくずが形成される場所に圧力を加えることができ、排気と熱安定性が向上します。特に、エッジやパッキンの形成によりプロファイルが損傷する可能性がある合金鋼やステンレスにおいてはそうです。
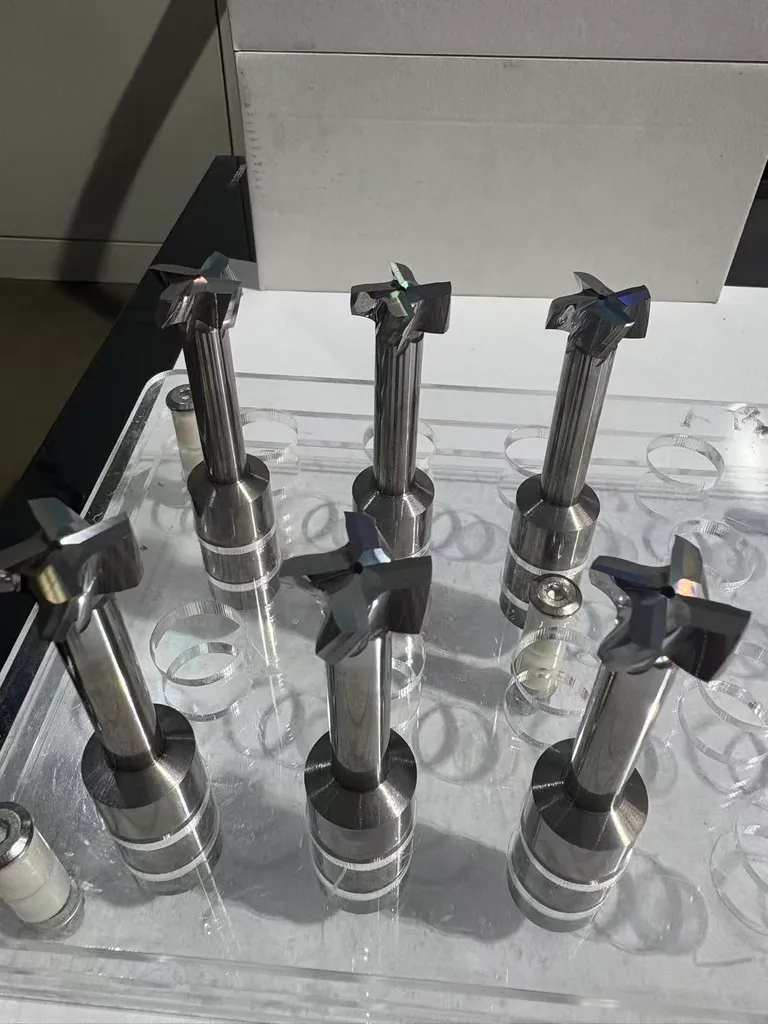
この写真は、研削が完了し、PVD またはその他のコーティングが適用される前に、当社の常州施設内で撮影されました。この段階では、超硬基材の形状が最終決定されます。T ヘッド、ネッククリアランス、刃先が完全に定義され、顧客の圧力と流量の仕様に合わせて中央のクーラント穴が開けられ、バリ取りされます。コーティングは寸法の承認後にのみ適用されます。カタログ写真で見られるような濃い色の仕上げは後で行われます。
内部クーラント経路を備えた成形ツールの製造は、ソリッド プロファイルだけの場合よりも要求が厳しくなります。穴は外側の成形品と同心であり、最も薄い部分で十分なウェブ強度を残し、ホルダー内で確実にシールする必要があります。工具が機械上で設計どおりに動作するように、振れ、プロファイル、クーラントの完全性を検証します。
T スロットまたはキーシート プログラムでスルーツール クーラントが必要な場合(リーチが長い、噛み合いが重い、または困難な材料)、断面図、シャンク タイプ、機械で利用可能なクーラント圧力、および生産量を送信してください。油穴付きの有無にかかわらず、エンジニアリングレビュー、研削、コーティング、最終検査を反映したリードタイムで、カスタム超硬ソリッド T スロットまたはキーシート エンドミルを見積もることができます。
カスタム工具
次のカスタム工具について相談する
図面、材料、目標サイクルタイムをお送りください。通常1営業日以内に、実現性のフィードバックと次のステップをご案内します。